
外観検査装置の構成と種類
装置の構成は大きく分けてワークを所定の位置に移動・振り分けをする装置機構と所定の位置に来たワークを判定する検査機構に分けられます。
検査機構とはいわゆるカメラなどです。カメラとその付属機器としては以下になります。
検査機構とはいわゆるカメラなどです。カメラとその付属機器としては以下になります。
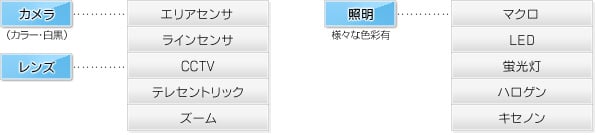
上記機器をワーク特性、検査項目により組み合わせをし撮影したものを、PCなどの画像処理装置に入力し、判定項目を数値化することでOK・NGの判断の処理をします。
処理結果については装置にディスプレイを取り付けることでその場で確認することもできます。
処理結果については装置にディスプレイを取り付けることでその場で確認することもできます。
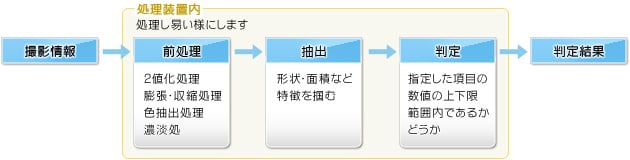
外観検査フローチャート
カメラで撮影した情報をどう処理していくか、簡単なチャートです。
高速化する検査工程
当社では多くがインラインでの検査装置です。生産速度が速いこと、全数検査であることからしてかなりの高速化を求められてきております。費用対効果を考えても高速化はメリットが十分にあります。
実績検査内容
多くは組付けなどした後の、最終工程が多いのですが
- 製品が正しく組付いているか
- 製品に欠品はないか
- 塗布の厚さが基準内かどうか
- 色ムラの濃淡チェック
- 焼入後に焼入不十分かどうかの検査
- 鋳物の巣の検査
- 傷、打痕チェック
- バリ、キズ検査
- 容器の異物付着検査
など多岐に渡ります