
圧入仕様-実際の条件-
一般的に多い仕様
圧入荷重 | 50kgf~5ton |
圧入深さ | 100分の1単位で測定管理 |
圧入材質 | 鉄・アルミ・樹脂・ゴム |
材質温度 | 常温~200度 |
圧入速度 | 可変 |
圧入径 | φ3~ |
圧入方式 | 手動→エアー→サーボプレス→油圧 (→は力の強さレベル) |
環境面からもサーボプレスが主流になってはきています。
ただし一般的にサーボプレスの標準品としては~5tonまでの荷重が多いのですがワーク形状やしめしろ、力の出し方によって油圧でなければ対応しきれないケースはもちろんあります。
ただし一般的にサーボプレスの標準品としては~5tonまでの荷重が多いのですがワーク形状やしめしろ、力の出し方によって油圧でなければ対応しきれないケースはもちろんあります。
圧入力を段階的に変える
圧入開始と圧入終了時では実際、荷重を一定にしても必要圧入力自体は違います。
つまり本来、それに対応できるように圧力を段階的に変化を持たせることが望ましいです。
また必要に応じクランプ力を変化させることもできます。
いわゆる「2圧管理」と呼ばれるもので多くは油圧で行います。
つまり本来、それに対応できるように圧力を段階的に変化を持たせることが望ましいです。
また必要に応じクランプ力を変化させることもできます。
いわゆる「2圧管理」と呼ばれるもので多くは油圧で行います。
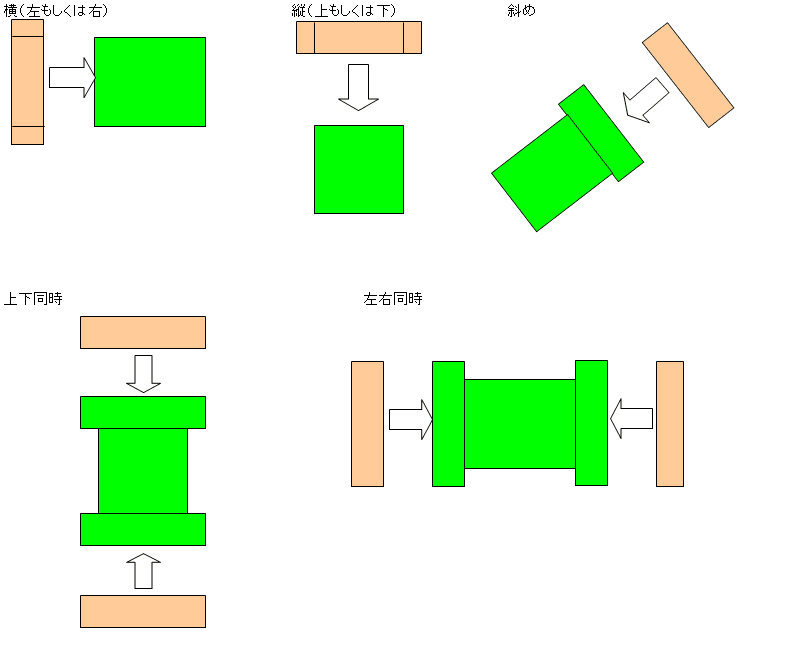
圧入する方向
市販のハンドプレスなど一般的には上下の一方向からですが、実際製品を使用する同じ環境条件で圧入したいという場合に
- 横方向
- 斜め
の方向も可能です。
ベアリングといった左右通常両サイドに取り付け必要な場合にはどうするのか?
同時圧入という形をとります。
ベアリングといった左右通常両サイドに取り付け必要な場合にはどうするのか?
同時圧入という形をとります。
多品種/多機種対応
コスト・設備スペースなどの諸条件の問題で1台の設備で複数の製品の対応や多機種対応の相談があります。
圧入方向によって違いはありますが、圧入ヘッドを複数持たせて切り替える形などがございます。
最新の相談ではロボットと圧入を組合わせた相談もありました(開発中です)。
是非相談下さい。
圧入方向によって違いはありますが、圧入ヘッドを複数持たせて切り替える形などがございます。
最新の相談ではロボットと圧入を組合わせた相談もありました(開発中です)。
是非相談下さい。
圧入数値について
圧入は単に押し切りだけではありません。
ストローク、荷重を計測するケースも多くあります。
例えばワークの製品公差の累積により圧入端はバラつきます。
ストロークと荷重の関係は以下のイメージです。
ストローク、荷重を計測するケースも多くあります。
例えばワークの製品公差の累積により圧入端はバラつきます。
ストロークと荷重の関係は以下のイメージです。
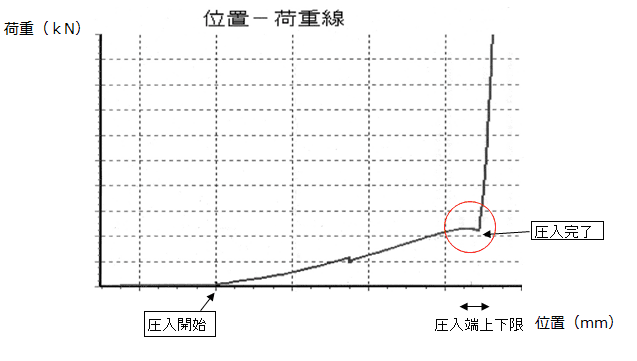
この測定のように工程を常時監視することでサイクル毎の圧入端を正確に認識できます。
最近の流れでは上記のグラフの変化に着目し、「変化点」を探すことも多いです。
また圧入時に異物かみこみや、機種違い防止、推力機器の異常検知といった管理も行えます。
最近の流れでは上記のグラフの変化に着目し、「変化点」を探すことも多いです。
また圧入時に異物かみこみや、機種違い防止、推力機器の異常検知といった管理も行えます。
品質管理の点からも監視する必要が出てきています。
圧入速度を変える
時間短縮の為に圧入速度を早くしたいという要望があります。
ただし全てが同じ条件であっても荷重に影響が及びます。
もちろん時系列グラフにおいては変化してしまうため注意が必要です。
過去のケースですが、圧入途中で荷重値が落ちる(グラフが下降する)こともありましたので製品差が生じる場合もあります。
ただし全てが同じ条件であっても荷重に影響が及びます。
もちろん時系列グラフにおいては変化してしまうため注意が必要です。
過去のケースですが、圧入途中で荷重値が落ちる(グラフが下降する)こともありましたので製品差が生じる場合もあります。